
 Indice
Indice Portale
Portale Sito web
Sito web Ultime immagini
Ultime immagini Accedi
AccediNessuno
Il numero massimo di utenti online contemporaneamente è stato 303 il Lun 26 Lug 2021 - 21:52

- Guida alla pubblicazione delle immagini
- Guida alla pubblicazione dei video
- I messaggi privati
------------------------------
Link consigliati
- Guest Book
- Scuola di modellismo
------------------------------
Vocabolari
- Glossario illustrato dei termini marinareschi
- I nodi

| Forlani daniel | ||||
| Marini Claudio | ||||
| Scubaleo | ||||
| Maruzzella | ||||
| Armando54 | ||||
| Walter Furlan | ||||
| cvincenzo54 | ||||
| jjsimy | ||||
| Stephen Maturin | ||||
| mozzo |
Costruzione MILL CNC (magna)
Pagina 2 di 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6 

 Re: Costruzione MILL CNC (magna)
Re: Costruzione MILL CNC (magna)
 Da Ospite Dom 13 Feb 2011 - 15:58
Da Ospite Dom 13 Feb 2011 - 15:58
Montata la vite a sbalzo come avevo detto nel messaggio precedente e serrato il gruppo che porta la chiocciola ho provato a girare a mano la vite ma tendeva purtroppo a puntarsi in alcune zone dell’asse; non fidandomi ho deciso quindi di comperare 1mt di vite trapezia (possibilmente diritta) e sostituire quella vecchia.
Fatte le lavorazioni al tornio per le sedi dei cuscinetti (essendo diritta ho optato per un sostegno radiale-assiale dalla parte del motore, e un sostegno radiale all’estremo opposto lasciando ovviamente la possibilità alla vite di allungarsi o accorciarsi a seconda della temperatura ambientale) l’ho montata sulla macchina senza stringere il dado che blocca assialmente la vite sul cuscinetto e l’ho fatta girare.
Sembra una stupidaggine ma non lasciando libero assialmente un estremo della vite, se non ho sbagliato i conti, a causa del delta-termico (per esempio estate-inverno) la vite dovrebbe subire un allungamento di 3 decimi di millimetro…e non sono pochi…
(particolare fissaggio vite lato motore stepper)

Fin qui tutto bene, vite diritta, chiocciola che non si puntava ma poi, dopo aver stretto il dado la vite si è imbarcata come l’arco di robin hood!
Secondo voi quante ne ho tirate giù!?!??
Non so ancora spiegarmi con certezza il motivo ma credo sia dovuta al fatto che ho mandato la vite in torsione (dado da M10 lato motore, dado+controdado M10 all’estremo opposto della vite:con una chiave esagonale tenevo l’estremo perché non girasse,mentre con l’altra serravo il dado sul cuscinetto) risvegliando determinati stati di tensione che sonnecchiavano tranquilli tranquilli….bah!..
Incavolato e “brontolando” ho smontato tutto; con pazienza ho cercato di rimetterla diritta prendendola tra punta e contropunta al tornio, riuscendo in qualche modo a migliorarla.
Vista l’esperienza ho quindi realizzato una sede alla fresa per poterla tenere con una chiave mentre serro il dado del cuscinetto (la si può notare nella foto sopra).
In ogni caso dopo aver rimontato tutto, sistemato il sistema di ingrassaggio aumentando il diametro dei tubi (ho un punto di ingrassaggio sotto il carro che va a lubrificare i 4 manicotti e l’eccesso di grasso finisce tra la chiocciola e la controchiocciola), ho pravato a far ruotare la vite a mano riscontrando una buona fluidità.


Ho misurato poi i giochi con il comparatore centesimale:
-accoppiamento vite cuscinetto siamo nell’ordine dei 2/3 centesimi in quanto il cuscinetto a due corone si sfere obliquo ha un gioco assiale da catalogo di 2 centesimi.
Sto ancora valutando se sostituirlo con due a singola corona obliqui precaricati.
-accoppiamento vite-madrevite,comprese le eventuali flessioni della piastra di alluminio su cui è fissata la chiocciola siamo nell’ordine dei 3 centesimi che potrei diminuire lavorando di fino sulle viti di registrazione della controchiocciola.
Queste misurazioni sono state effettuate simulando lo sforzo che agisce sul carro semplicemente tirando il più possibile il carro con le mani…oooooisssaaaa….hhoooooisssaaa!
Non credo che in fase di fresatura arriverò a queste forze anche perché prima si piantano sicuramente i motori.
In ogni modo sono contento perché ero partito se non ricordo male da un gioco complessivo di 2,5 decimi abbondanti e ora mi ritrovo con poco più di 5 centesimi…

Sono passato quindi ad alimentare il motore (shinano kenshi da 1,5 A) e mantenendo le stesse configurazioni (velocità e rampe di accelerazione-decelerazione) che avevo con la meccanica vecchia, l’asse si muove discretamente bene.
Ho poi spinto la velocità di avanzamento in rapido a 2000mm/min riscontrando che l’asse si muoveva senza bloccarsi (solo con il vento a favore però!)
Chiaramente questa è una condizione limite per questi motori…solitamente le velocità di lavoro che utilizzavo erano di 250-300mm/min in lavoro, mentre 800-1000mm/min in rapido.
Ospite- Ospite

Re: Costruzione MILL CNC (magna)
Da Forlani daniel Dom 13 Feb 2011 - 16:31

Forlani daniel- Utente sostenitore

Re: Costruzione MILL CNC (magna)
Da Ospite Dom 13 Feb 2011 - 19:24
Forse in questo forum la costruzione di questa macchina è un po’ fuori luogo ,magari era più appropriato un forum di cnc, ma credo cmq di poter portare un piccolo aiuto a chi si avventura in questo tipo di costruzione.
Le viti a ricircolo e le guide a ricircolo di sfere pensavo di utilizzarle in un progetto che farò prossimamente….non so quando, ma cmq dopo la prossima macchina che sarà un tornietto di piccole dimensioni.
Le viti a ricircolo applicata a questa macchina le vedevo un po’ sprecate in quanto i carri corrono su delle aste che se pur di diametro 25mm non saranno mai “fermi” quanto una solida guida a ricircolo e risentiranno cmq sempre delle vibrazioni indotte dal taglio.
Il costo credo sia molto diverso e cmq in questi giorni proverò a vedere di che differenza si tratta....così ti faccio contento!
Per quanto riguarda il discorso del recupero del gioco della vite l’ho realizzato in una giornata (e tengo a precisare che con il tornio sono mooolto lento nelle lavorazioni…) , quindi in non così tanto tempo.
Le altre son cmq problematiche che escono in qualsiasi cosa o esperienza nuova che vai a sviluppare…il bello sta sempre nel riuscire a risolverle.
Cmq cambiando discorso, ho comprato su e-bay 3 motori da 3 A e 2,8Nm di coppia.
Giusto per capire allego una foto…quello piccolino è quello che sto utilizzando ora…

Domani sera se riesco li provo, sono nuovi e speriamo funzionino senza problemi.
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Ospite Dom 13 Feb 2011 - 21:14
Un saluto e grazie
Sandro
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Forlani daniel Dom 13 Feb 2011 - 22:12
Forlani daniel- Utente sostenitore
Re: Costruzione MILL CNC (magna)
Da Ospite Lun 14 Feb 2011 - 11:25

Vorrei tornare ai dubbi di Daniel:ho fatto una piccola ricerca su internet per valutare i costi trapezoidale vs ricircolo di sfere.
Tengo a precisare che la qualità del ricircolo sicuramente non si discute!
Cmq 1mt di vite trapezoidale Ø16 siamo sui 10€ contro i 60€ di quella a ricircolo.
Per la chicciola passiamo dai 14€ (trapezoidale) ai 90€ per quella a ricircolo.
Sono prezzi indicativi presi dal web.
Moltiplica i costi per n°3 assi e aggiungi le lavorazioni che devi fare sulla vite a ricircolo...
Su e-bay ho visto anche dei kit all'apparenza vantaggiosi (soprattutto cinesi)...basta solo fidarsi della qualità del prodotto.
Sulla mia macchina,non potendo cambiare la tipologia di guide (intendo lo scorrimento con dei manicotti a ricircolo su aste da 25) in quanto avrei dovuto buttar via tutto, ho preferito mantenere la linea di pensiero adottata dal principio.
Avrò tempo in un secondo momento per costruirne una migliore....intanto rimettiamo in funzione questa migliorandola...

Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Ospite Lun 14 Feb 2011 - 12:05
Un saluto
Sandro
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Ospite Lun 14 Feb 2011 - 13:18
Se mi permetti però non utilizzare assolutamente barre filettate metriche...durerebbero da Natale a Santo Stefano in quanto la superficie del fianco del filetto a parità di filetti in presa è molto più piccola di quella trapezoidale...questo implica pressioni maggiori che comportano usure eccessive...te lo dico per esperienza!
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Forlani daniel Lun 14 Feb 2011 - 15:00
Forlani daniel- Utente sostenitore
Re: Costruzione MILL CNC (magna)
Da Ospite Dom 20 Feb 2011 - 12:19
Pignolo e testardo come sono, ho voluto andar a fondo sul problema riguardante il montaggio della vite e soprattutto sull’inconveniente che mi era capitato nel bloccare il dado che stringe l’asse sul cuscinetto della vite, in quanto l’ipotesi delle tensioni dovute alla torsione mi lasciava sinceramente un po’ perplesso…
Il problema credo stia nella battuta della vite che appoggia sul cuscinetto.
Un po’ mi vergogno a dirlo maaa…..ho fatto nà gran cavolata!
La vite trapezia da 16mm ha un nocciolo di 11,3-11,5mm mentre il cuscinetto ha la sede da 10mm: resta quindi di battuta una corona circolare di meno di un millimetro.
Quello che avevo però tralasciato era lo smusso radiale sul diametro interno del cuscinetto.
Stringendo il dado l’appoggio non è più un piano ed ecco il motivo per il quale la vite si era imbarcata.
Per verificare quanto detto ho ricomprato 1mt di barra (e ridaiiee con stè barre filettate) e ho inserito un distanziale tra la battuta della vite e il cuscinetto.
Ho bloccato il dado e la vite è rimasta dov’era, ma soprattutto è rimasta diritta!
Ho completato l’asse montando i nuovi motori tramite un giunto…

…e all’estremo opposto ho realizzato un volantino di manovra in alluminio (che mi è molto utile in questa fase di assemblaggio nel spostare il carro senza dover alimentare i motori).

Ho quindi rimontato la vecchia lamiera di protezione della vite che non copre più tutto il motore dal momento che questo è più lungo.
Inoltra ero tentato di realizzare anche delle protezioni per le barre di scorrimento da 25mm, ma poi ho ritenuto bastassero le 4 guarnizioni aggiuntive precedentemente installate.
Ero curioso di provare i motori nuovi da 3A !
Purtroppo le schede che ho in questo momento gestiscono correnti fino a 2A , quindi diciamo che sfrutto le prestazioni del motore per circa due terzi.
Avanzamento in rapido 3000mm/min (non ho provato ad andare oltre)
Con un avanzamento di 1000 mm/min ho inoltre provato a fermare l’asse facendo resistenza sul carro ma non c’è stato verso di bloccarlo.
Le schede da 4A sono in fase di studio e preparazione (di questo si occupa un mio amico…io in elettronica sono una skkiappa!) e i motori sembrano cmq promettere bene.
Sono passato quindi a preparare il piano di lavoro.
In origine (vedi le prime foto pubblicate) era costituito da un piastrone di alluminio recuperato da un vecchio macchinario al quale avevo fissato (mediante delle viti autofilettanti) delle mattonelle in abs.
Avevo scelto questa soluzione in quanto l’intenzione era quella di fresare,una volta montato sulla macchina, il piano stesso e temevo che i motori non potessero farcela (ecco perché avevo scelto la plastica per le mattonelle).
Lo staffaggio dei pezzi era realizzato mediante l’utilizzo di tanti…ma proprio tanti fori da M6 posti sulla piastra tra una mattonella e l’altra.

L’intenzione ora è quella di modificare il piano e il sistema di fissaggio dei pezzi adottando una soluzione più comoda e semplice.
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Forlani daniel Dom 20 Feb 2011 - 14:53
Forlani daniel- Utente sostenitore
Re: Costruzione MILL CNC (magna)
Da tonino virdis Dom 20 Feb 2011 - 20:25
a seguire un discorso interessante
visto che anch'io mi sono cimentato
nella costruzione di una macchinetta costruita molto semplicemente
con poche cose e molte soddisfazioni
credo che il vostro progetto sia oltre un uso modellistico
ma la sperimentazione e = scuola e sempre andare avanti
le idee e le soluzioni ai vari problemi risultano sempre appaganti.
Va be vi continuero' a seguire e se posso mi piacerebbe sapere
qualcosa in piu' sulle schede pilota motori autocostruite
anche perche' ci sarebbe una mezza idea per un nuovo progetto.
comunque per le piccole differenze di gioco si possono correggere
anche dal programma non sono sicuro ma mi sembra di ricordare si
chiami blek last scusate ma l'inglese e per me quasi arabo
io nelle mie ho usato delle semplici barre filettate
il mio sistema di trascinamento pero' e' completamente diverso
dal vostro.
vi seguo con molto interesse.
ciao Sandro mi sembra di ricordare che dicevi di lavorare in elettronica
non potresti per caso avere la possibilita' di costruirle tu le schede pilota
io vorrei creare un sistema che muova motori da 2a che funzionino in sincrono a
coppie ne sai qualcosa
Tonino Virdis

tonino virdis- Nuovo Utente

Re: Costruzione MILL CNC (magna)
Da Ospite Lun 21 Feb 2011 - 8:38
@ Daniel:
come dici tu se il tavolo di lavoro è piano non ha senso lavorarlo...ma questo lo scoprirò al montaggio!
@tonino virdis:
Bentornato!avevo visto la tua realizzazione,molto originale....complimenti!
Riguardo alle schede ne trovi già di pronte su altri forum (vedi http://www.fisertek.it/forum/ ...troverai ponte H 4 A e interfaccia parallela)
che puoi sempre realizzare fresando la basetta di rame con il tuo cnc.
Riguardo alla recupero del gioco della vite di cui parli si chiama backlash ed è una delle funzioni del Mach3.
Sinceramente non l'ho mai provato e non so dirti se funziona bene ed è affidabile...preferisco recuperarlo meccanicamente.
Tonino,devi per caso costruire un router di grandi dimensioni dal momento che parli di motori a coppie?
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da tonino virdis Lun 21 Feb 2011 - 8:55
l'idea e di costruire un attrezzo di dimensioni notevoli
ma voglio provare a costruirlo usando i materiali delle
altre che gia' ho costruito
l'idea sarebbe didi far andare il carro con due viti ,che separate e
con due motori paralleli spingano tutto come un movimento telescopico.
quindi forza divisa in due, velocita' moltiplicata per due
costo di viti e motori diviso per molti euro
ecco tutto ma per ora e solo un idea
le misure del mostro dovrebbero essere ca. 3000x5000x50/150 in quanto la z la vorrei che fosse non fissa ma con piu' possibilita' di posizionamento
grazie per la risposta a presto
ti segiro' con molto interesse ciao

tonino virdis- Nuovo Utente
Re: Costruzione MILL CNC (magna)
Da Ospite Lun 21 Feb 2011 - 9:20
Da quello che posso intuire avrai un tavolo di lavoro da 3m di larghezza per 5m di lunghezza.
Il ponte scorrerà lungo i 5m (asse Y) e porterà una "slitta" (asse X) sulla quale verrà fissato l'asse Z.
Solitamente su queste dimensioni si lavora così giusto?
Non mi è chiaro però il discorso delle velocità e delle forze perchè non ho capito come lavorano i motori e le chicciole.
Forse su queste dimensioni non sarebbe opportuno movimentare gli assi più lunghi con delle cinghie dentate per trasmissioni sincrone...?
Cmq felice di seguirti quando inserirai il tuo progetto!
________________________________
Tornando al piano di lavoro ho pensato di alleggerirlo nella parte sotto...

poi utilizzando le vecchie forature opportunamente allargate ho pensato di fissare con delle viti a brugola sempre da sotto dei piatti opportunamente lavorati e alleggeriti...


Siccome l'intenzione è quella di fresare anche alluminio,nella lavorazione ci sarà la necessità di lubrorefrigerare: il piano dovrà quindi essere stagno.
I fori in eccedenza sono stati tappati con dei grani+sigillante idraulico.
I piatti lavorati sono stati siliconati prima di essere bloccati sulla tavola....l'unico dubbio che ho è se il silicone è oleocompatibile...speriamo!
Ora mi manca tutta la bordatura esterna e i fori per lo scolo del fluido lubrorefrigerante...
Forse a conti fatti mi costava meno prendere dei profili scanalati commerciali e fissarli sulla tavola di alluminio....mah!....

Alla prossima!
Ciao
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da tonino virdis Lun 21 Feb 2011 - 13:35
non usero' le cinghie per motivi di precisione le ho gia' provate
per le altre piccoline e non mi danno soddisfazione.
nei miei progetti non e la vite che spinge la chiocciola,
ma la chiocciola che si arrampica sulla vite,sistema inusuale ma ti
assicuro funziona perfettamente.
per quanto riguarda forze e velocita'
immagina un carro che corre sopra un altro quindi 1 velcita' x 2
come ho detto prima come un telescopio
devo ancora decidere quali motori usare nelle altre ho usato i nema 17 2a
danno ottimi risultati e sono poco costosi e spingono un buon carico
ciao
tonino virdis- Nuovo Utente
Re: Costruzione MILL CNC (magna)
Da Ospite Dom 27 Feb 2011 - 9:37
La tavola è stata realizzata con un piano in alluminio da 20mm alleggerito al quale ho fissato dei “traversi” (bloccati da sotto) lavorati per poter far scorrere dei blocchetti (che realizzerò in un secondo momento) a T per lo staffaggio dei pezzi da lavorare.
Come dicevo ho chiuso tutti i fori e realizzato delle paratie in ferro (non avevo dei piattini di alluminio) che ho provveduto a verniciare.
Ogni fissaggio è stato siliconato sperando che la tenuta sia buona.
Le dimensioni utili di lavoro sono 450x500mm.

Ai quattro angoli ho realizzato dei fori per lo scarico del fluido lubrorefrigerante.
A due a due i fori vanno a confluire su due “grondaie” in lamiera.
Il fluido verrà quindi da lì raccolto e canalizzato dentro al serbatoio munito di pompa.


Finalmente comincia a prendere forma..
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Forlani daniel Dom 27 Feb 2011 - 11:25
Forlani daniel- Utente sostenitore
Re: Costruzione MILL CNC (magna)
Da Ospite Lun 28 Feb 2011 - 8:26
Ora con i motori nuovi e una fresa di potenza maggiore (devo ancora decidere cosa) le cose dovrebbero migliorare.
Se avessi avuto le guide a ricircolo sarebbe stata tutta un'altra cosa ma penso cmq di aver ridotto in parte le vibrazioni eliminando parte del gioco della chiocciola...
Vedremo dai...son proprio curioso!
Ora ho sabbiato i particolari dell'asse X e sto iniziando a montarli apportando le modifiche viste per l'asse Y.
Nel frattempo ho ordinato dalla cina un mandrino portapinze ....vedremo la qualità ma soprattutto se arriva...
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Ospite Dom 13 Mar 2011 - 9:48
L'asse è stato assemblato a banco e poi il telaio è stato fissato sui due montanti verticali.

Anche qui ho realizzato il recupero del gioco della madrevite (leggermente diversa in quanto lo spazio a disposizione è minore rispetto all'asse Y),ho inserito una vite nuova e applicati dei paraolio all'esterno mendiante delle staffette in alluminio a forma di C.
Purtroppo non sono riuscito a integrare i paraolio all'interno delle piastre come avevo fatto per l'asse Y perché mancava lo spazio.
Visto che i manicotti erano completamente esposti a polvere,bave,trucioli di fresatura ho preferito inserirli cmq esterni perdendo una ventina di millimetri sulla corsa del carro.

Devo ora vedere come inserire i limitswitch e gli homeswitch:praticamente due microswitch per ogni asse.
Ora manca l'asse Z e il mandrino che saranno rifatti completamente!
Penso cmq di partire dal mandrino visto che proprio qualche giorno fa mi è arrivato dalla cina il portapinze.
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
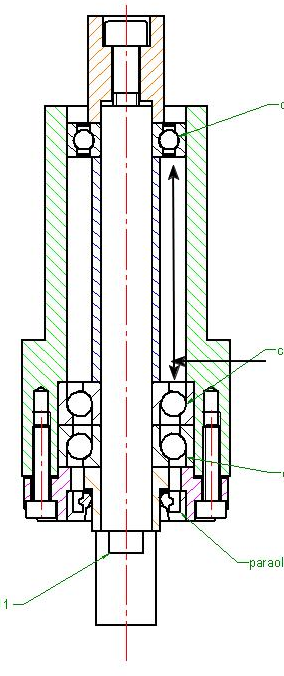
Da Ospite Gio 24 Mar 2011 - 19:00

Questi invece sono i pezzi realizzati al tornio...

e poi assemblati...

Il portapinze è un ER11 (dovrebbe prende codoli da 0,5 fino a 7 o 8 anche se ora non ricordo bene) comperato su e-bay a circa 20euri compresa pinza da Ø6 e spedizione dalla cina (per chi fosse interessato chieda pure così metterò il link)
La qualità e la precisione penso possano andare più che bene per una macchina da hobbistica come quella che sto costruendo...mmm....però magari sarà meglio controllare con il comparatore...non si sa mai!
Il moto al mandrino verrà trasmesso da una puleggia (non rappresentata nel disegno) dentata.
Ora sto cercando un motore trifase usato e sto pensando a come realizzare l'asse Z con due pattini a ricircolo usati che ho recuperato.
La cosa è ancora lunga e comincio a sentire la fretta per finire...
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Forlani daniel Gio 24 Mar 2011 - 22:57
Per l'asse Z sono proprio curioso di vedere come farai ciao alla prossima e non mi dimentico assolutamente di farti i complimenti bravo
Forlani daniel- Utente sostenitore
Re: Costruzione MILL CNC (magna)
Da Ospite Ven 25 Mar 2011 - 8:43
Non è stato semplice fare al tornio il canotto....l'utensile vibrava a manetta e poi ci ho messo tutta la mia inesperienza visto che non è il mio lavoro; diciamo che sono abituato a rimanere seduto tutto il giorno in compagnia di mouse e tastiera!
Ho misurato con il comparatore la concentricità della testa dell'albero portapinze e siamo sul centesimo...ottimo direi!...
Quello che hai detto è correttissimo,manca la lubrificazione.
Aspettavo infatti di realizzare la pinza di supporto del mandrino per capire quale fosse la posizione migliore dove mettere l'ingrassatore.
Per il cuscinetto 6001 avevo solo il 2z in casa....sul 2rs a guarnizioni striscianti non ti so dire molto in quanto di solito non li uso (mi sai dare qualche informazione tu per caso?).
Per i 7201 non li ho comprati accoppiati (cosa sicuramente migliore) perchè costavano più del doppio.
Al momento li ho montati così, senza nessuna precarica;l'inserimento dello spessore lo valuterò poi a mandrino montato sulla macchina analizzando tutti i giochi.
Non so se ho ben capito il tuo discorso sull'ingrassatore ma sicuramente la posizione ottimale era tra i due cuscinetti 7201.
Per far questo però dovevo realizzare due distanziali precisi precisi e, valutando le mie capacità e i macchinari a disposizione ho preferito lasciar perdere...
Ospite- Ospite
Re: Costruzione MILL CNC (magna)
Da Forlani daniel Ven 25 Mar 2011 - 15:13
l'ingrassatore io lo metterei qui in questo punto tanto ti basta uno da 1/4 gas considerando che la pre ingrassata la dai in fase di montaggio
Io ti consiglio li ma dovrei capire come intendi realizzare l'asse Z per quanto riguarda il distanziale che volevi mettere puoi fare anche a meno va bene così ciao a presto
Forlani daniel- Utente sostenitore
Re: Costruzione MILL CNC (magna)
Da Ospite Ven 25 Mar 2011 - 15:29
Ho messo giù il bloccaggio del mandrino realizzato con due piatti da 60x15 in alluminio.
Ho pensato di serrarlo in due punti per poter eventualmente correggere l'allineamento e aver un appoggio più stabile.
Sulla posizione dell'ingrassatore come vedi abbiamo avuto la stessa idea,vicino ai cuscinetti 7201.

Questa sera forse inizio a fresare le due piastre.
Diciamo che è la mia prima volta con il bareno...speriamo di non fare cazz..te!

Ospite- Ospite
Pagina 2 di 6 • 1, 2, 3, 4, 5, 6
» Auguri a Magna
» Buon compleanno magna
» COMMETTITRICE - ROPEWALK - CORDATRICE PLANETARIA (magna)
» Halifax - 1:54 (magna) - *** TERMINATO! ***